Laporan Penelitian Kerja Praktik
Implementasi Six Sigma Dalam Peningkatan Kualitas Produksi Bracketdi Lini Plating PT Mitra Metal Perkasa.
Disusun Oleh
Farhan Dwiki Ardhani
NPM: 5230611118
Program Studi
Teknik Industri
Universitas Teknologi Yogyakarta
BAB I: Gambaran Singkat Perusahaan
1.1 Profil dan Sejarah Singkat
PT Mitra Metal Perkasa didirikan pada Juli 1997, bergerak di industri komponen otomotif (automotive parts) dan pengecoran logam (casting) di Kawasan Industri Mitrakarawang. Perusahaan ini memproduksi sistem pengereman, komponen stamping, dan aluminum casting. Sebagai pemasok OEM, perusahaan menyuplai merek ternama seperti Honda, Suzuki, Kawasaki, Mitsubishi, dan Hino, serta melakukan diversifikasi ke sektor cookware dan komponen kendaraan listrik (BLDC Motor).
1.2 Organisasi & Manajemen
Struktur organisasi dibagi menjadi divisi produksi utama: Casting, Stamping, Machining, Lining Bonding, Plating, dan Painting. Operasional didukung oleh sistem manajemen mutu ISO 9001:2008 dan lingkungan ISO 14001:2004, berjalan dalam 3 shift kerja dengan durasi 7 jam per shift.

1.3 Proses Produksi & Pengendalian Mutu
Lini Plating
Mengoperasikan mesin Automatic Zinc Barrel/Rack. Menghasilkan Trivalent Black, Coloured, dan Glossy dengan kapasitas total 1.150.000 unit/bulan.
Pengendalian Mutu
Sertifikasi ISO 9001:2008. Didukung fasilitas inspeksi presisi seperti Coordinate Measuring Machine (CMM), Spectrometer, dan Salt Spray Test.
Divisi Lainnya
Casting (Brake Shoe), Stamping (Bracket: 360k/bulan), Machining, Lining Bonding, dan Painting (630k/bulan).
1.4 Sanitasi dan Penanganan Limbah
Menerapkan kebijakan pencegahan pencemaran dengan sistem Wastewater Treatment Plant (WWTP) untuk limbah cair, dan manajemen limbah padat B3 & non-B3 melalui lokalisasi penampungan yang ketat.
BAB II: Pendahuluan
2.1 Latar Belakang
Pengendalian kualitas krusial untuk bersaing dan menjamin keamanan komponen otomotif. Lini Plating di PT Mitrametal Perkasa memproses 1.150.000 unit per bulan. Namun, tantangan operasional masih ditemukan, khususnya pada produk bracket.
Berdasarkan pengamatan di area final check, jenis cacat dominan adalah dent (penyok) dengan persentase cacat mencapai 5,57%. Angka ini jauh dari target Six Sigma yaitu 3,4 DPMO (0,00034%), yang memicu tingginya Cost of Poor Quality (rework & scrap).
Metode Six Sigma (DMAIC) hadir sebagai solusi perbaikan berkelanjutan untuk mengidentifikasi akar permasalahan secara akurat dan meningkatkan kinerja sistem produksi.
2.2 Rumusan Masalah
- Berapa nilai Defects Per Million Opportunities (DPMO) dan level sigma pada produksi bracket di lini Plating?
- Apa saja jenis cacat dominan yang terjadi dan faktor apa yang menjadi akar penyebabnya?
- Bagaimana rekomendasi usulan perbaikan yang tepat untuk meminimalkan cacat?
2.3 Tujuan Penelitian
- Mengetahui nilai DPMO dan level sigma saat ini sebagai indikator kinerja kualitas.
- Mengidentifikasi cacat dominan (Pareto) dan menganalisis akar penyebab (Fishbone).
- Menyusun rekomendasi perbaikan terstruktur dengan metode 5W+1H.
2.4 Batasan Penelitian
- Objek terbatas pada produk bracket di lini Plating.
- Menggunakan kerangka kerja DMAIC.
- Tahap Improve dibatasi pada usulan rekomendasi, tanpa implementasi dan pengukuran ulang karena keterbatasan waktu.
2.5 Manfaat Penelitian
- Penerapan ilmu pengetahuan Teknik Industri.
- Pengembangan keahlian analitis statistik kualitas.
- Pengalaman profesional di industri manufaktur skala besar.
- Pemenuhan syarat akademik program studi.
BAB III: Tinjauan Pustaka
3.1 Penelitian Terdahulu
Tinjauan terhadap 25 jurnal dan literatur penelitian terdahulu menunjukkan bahwa penerapan Six Sigma DMAIC terbukti efektif di berbagai sektor industri untuk mereduksi defect, mengurangi variabilitas proses, dan menekan Cost of Poor Quality.
3.2 Dasar Teori & Pengetahuan Objek
Pengendalian Kualitas & Six Sigma
Fokus pada pemenuhan syarat produk sesuai kriteria pelanggan. Six Sigma adalah metode peningkatan berkelanjutan dengan target 3,4 kegagalan per sejuta kesempatan (DPMO) melalui pendekatan statistik berbasis data.
Siklus DMAIC
Define: Identifikasi CTQ & SIPOC.
Measure: Hitung DPMO, Level Sigma, u-chart.
Analyze: Pareto & Fishbone diagram.
Improve: FMEA & usulan SOP 5W+1H.
Control: Pengawasan berkala.
Klasifikasi Cacat (Defect) Bracket Lini Plating
Pelapisan seng (Zinc electroplating) bertujuan memberikan perlindungan korosi (varian Trivalent Black, Coloured, Glossy). Inspeksi visual dan kuantitatif (Coating Thickness Gauge) sering mengidentifikasi beberapa jenis kegagalan:

Belang
Visual/KimiaVariasi warna akibat arus/kimia tidak stabil. Re-plating.

Jamur
Visual/KimiaOksidasi putih akibat kelembapan. Pasivasi ulang.

Karat
Visual/KimiaOksidasi material karena lapisan tipis. Stripping & re-plating.
Kusam
Visual/KimiaOksidasi material karena lapisan tipis. Stripping & re-plating.
Sealermark
Visual/KimiaOksidasi material karena lapisan tipis. Stripping & re-plating.
Watermark
Visual/KimiaOksidasi material karena lapisan tipis. Stripping & re-plating.
Tidak Terplating
Visual/KimiaKontaminasi minyak/debu. Cleaning & pelapisan ulang.
Dent / Penyok
Fisik (Material)Benturan fisik. Reject/Scrap (tidak bisa diperbaiki).

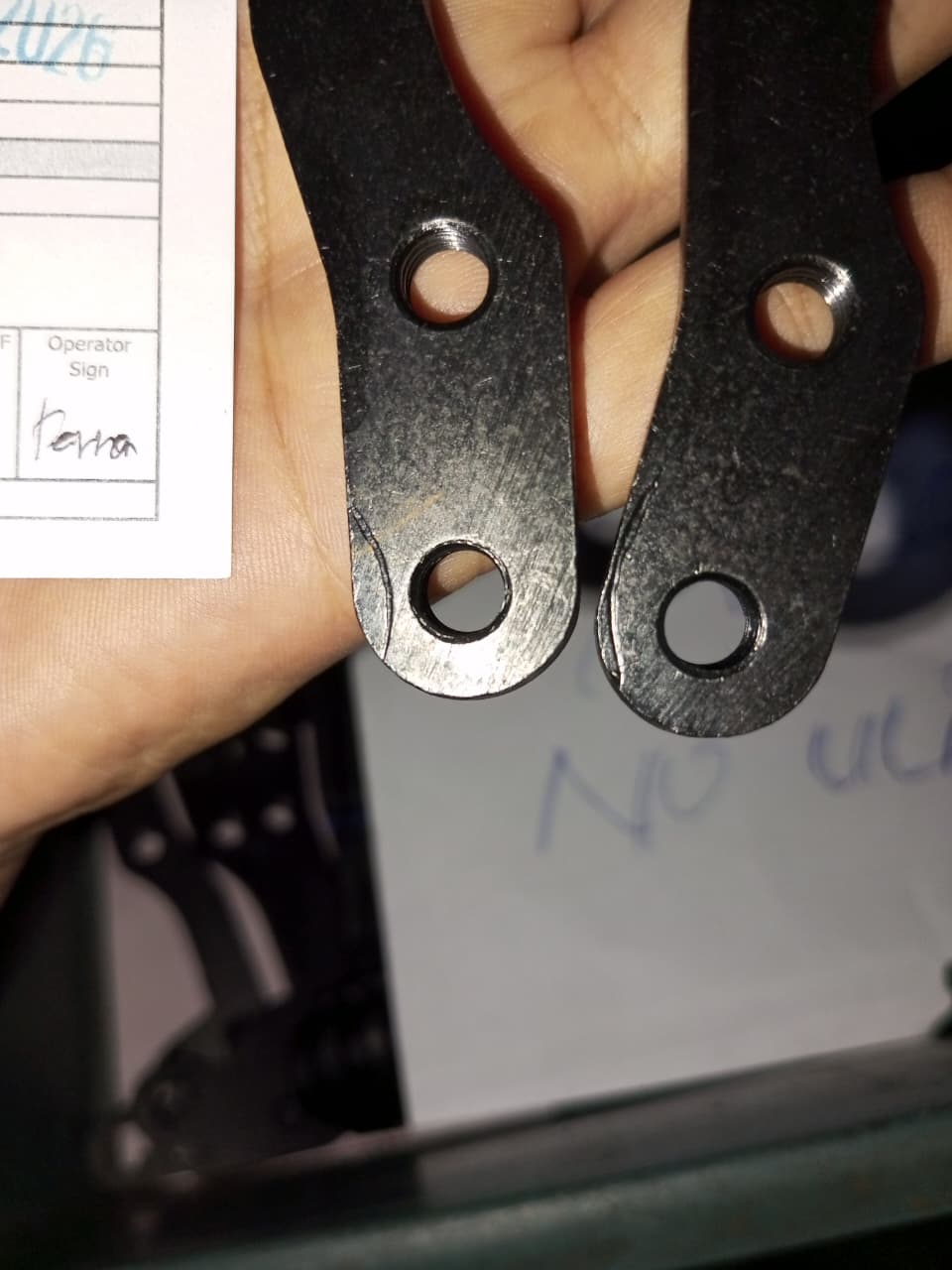
Tidak Ada Ulir
Fisik (Material)Kegagalan proses tapping. Reject/Scrap.
BAB IV: Metodologi Penelitian
4.1 Objek dan Subjek
Subjek penelitian adalah Lini Plating PT Mitrametal Perkasa, dengan objek spesifik berupa produk Bracket Sub Assy Front Caliper. Produk ini krusial untuk mengintegrasikan kaliper rem dengan sistem pengereman motor, menuntut pengawasan kualitas tinggi bebas karat dan cacat fisik.
4.2 Pengumpulan Data
- Data Primer: Observasi lapangan & wawancara. Mengumpulkan data kapasitas harian dan defect rate bracket selama dua bulan.
- Data Sekunder: Profil perusahaan, spesifikasi teknis, dan SOP Final Check Lini Plating.
4.3 & 4.4 Alur Pengolahan Data (DMAIC)
Pengolahan data sistematis memetakan perjalanan dari identifikasi masalah hingga usulan SOP baru:
Define
Pembuatan SIPOC Diagram dan identifikasi kriteria Critical to Quality (CTQ).
Measure
Perhitungan nilai DPMO, Sigma Level, dan pembuatan u-Chart untuk baseline performa.
Analyze
Pembuatan Pareto Chart (menentukan prioritas cacat) dan Fishbone Diagram (akar penyebab).
Improve
Analisis risiko dengan FMEA dan perumusan usulan Standard Operating Procedure (SOP) baru.
Control
Rencana tahap implementasi pengawasan dari SOP baru (rekomendasi).